")










New t echnology of highly efficient automated submerged-arc welding of vertical site butt
Innovation technology - of highly efficient and cost-effective automated submerged-arc welding is designed for welding vertical site butt joints of span structures of bridges and large metal structures with plate thickness from 12 up to 50 mm by solid wire under a layer of molten slag with compulsory formation of the seam to two copper shoes. The developed new welding process leads to a considerable saving of power, essential lowering of the cost of welding consumables and improvement of operating efficiency. This technology combines a quiet running of the process, characteristic of electroslag welding with the high quality of metal of the weld and HAZ (heat-affected zone), that is usually provided only by flux-cored expensive wire welding. In addition, the submerged-arc welding process is characterized by much lower emissions of welding aerosol compared to welding by self- shielded flux-cored wire and welder’s labour hygiene.
Technology and equipment for automated welding position circumferential butt joints of pipes ø426-1420 mm diameter, a wall of 7-26 mm. Machine AD-366T

Innovation technology and equipment-are designed for automated welding of position circumferential butt joints of pipes ø426-1420 mm diameter, a wall of 7-26 mm with standard plant V-shaped groove, by flux-cored wire with forced weld formation. The proposed technology is used in building and mounting of the main gas, oil and water pipelines on the line, especially in difficult-of-access places, where it is impossible to apply hoisting-transportation means and under the conditions of built-up areas of the route. Technology allows a significant improvement of labour efficiency through welding process automation, reducing non-productive losses, welding process labour content, improving welderlabour conditions, as well as saving power costs through optimization of the entire production cycle. Welding of pipe butt joints by this technology is performed by displacement of welding heads by a detachable mono-rail in the automatic mode around a stationary steel pipe of practically any diameter.
New generation of small-sized Machines series AD-333. The carriage AD-334
New generation of small-sized Machines series AD-333 (Fig.1) of various updatings are intended for arc welding with compulsory formation of a seam vertical, inclined, curvilinear, not rotary ring, and also horizontal joints (on vertical planes) of metal thickness of 8-60 mm at manufacturing, repair and installation sheet metal construction (Fig.2). Welding current - no more than 500 A, voltage of an arch 24-40V,electrode ø2-3 mm. The technology of welding is characterized by full absence of angular deformations and small cross-section contraction (up to 2 mm). The technology allows for one pass at one or to bilaterial welding to receive еqually strong with the basic metal welded connections. All machine of a series are supplied with devices for automatic maintenance of a level of a welding bath concerning the top edge of the forming device.
AUTOMATIC MACHINE FOR WET UNDERWATER WELDING IN CONFINED SPACES

PWI developed technology and equipment allowing performance of automatic flux-cored wire wet underwater welding of structural elements, reliably insulating the lower part of heat exchanger column. The unique aspect of the work consists in development of an automatic welding machine, capable of operating when immersed into a pipe of 119 mm inner diameter into liquid heat carrier medium at 200 m depth. The semiautomatic machine was designed with application of special torque electric drives for electrode wire feed and welding displacement mechanisms. A special cable with welding and control wires was developed, capable of operating at a large distance from the arc power sources and control system. Cable uncoiler design was also developed, with digital recording of automatic machine position along the pipe length. Approbation results showed that application of special automatic machine allows increasing heat exchanger reliability, reducing time loss during performance of work on its sealing, rational use of site area and reducing financial expenses. 5 Ref., 8 Figures.
The specialized assembly machine of new generation AD-381
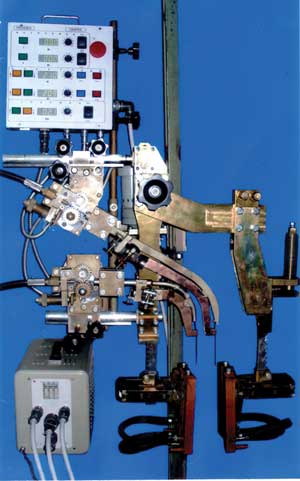
Fig. 1
The specialized assembly machine of new generation AD-381 (Fig.1) is intended for single-pass electroslag welding metal by thickness of 30-100 mm. The machine is supplied with two submitting mechanisms for wire ø2-4 mm with separate, independent regulation of speed of submission of each of them. Welding current 1000 A. The machine will consist of four modules quickly mounted with the help of a key without additional tools, that considerably reduces time at performance of the electroslag welding seam. As a directing rail used rolling steel angle by section 50x50 mm. The running carriage of maghine, moving on directing rail, besides performance of welding can serve as the running mechanism as for the cutting torch by preparation of joints under welding, and also for the machine providing the subsequent processing of welded connection.
Machins–arethe welding tractor ТС-77М, ТС-78М, ТС-79
 Machins –arethe welding tractor ТС-77М, ТС-78М, ТС-79 are intended for automatic submerged-arc weldingbutting, angular, longitudinal and ring seams metal constructions thickness 10-50 mm in shipbuilding, at construction of bridges, tanks, etc., etc. The welding tractor ТС-78Мit is intended for automatic welding by two arches in slot-hole cutting for one pass of welded connections by thickness up to 50 mm.
Machins –arethe welding tractor ТС-77М, ТС-78М, ТС-79 are intended for automatic submerged-arc weldingbutting, angular, longitudinal and ring seams metal constructions thickness 10-50 mm in shipbuilding, at construction of bridges, tanks, etc., etc. The welding tractor ТС-78Мit is intended for automatic welding by two arches in slot-hole cutting for one pass of welded connections by thickness up to 50 mm.
Technologies and services required by industry- for manufacturing and mounting (welding-on) of heat-removing and load-lowering parts and structures: Nelson pins and "flexible" tie-bolts - are designed for mounting on metal structures exposed to high temperatures or high loads in service. Welding operations can be performed directly on objects under construction (bridges, overpasses, etc.) and on equipment in the Customer facility.
Applications:
- - nuclear-, hydro-, thermal power plants;
- - metallurgical, petroleum processing plants;
- - construction of residential and industrial facilities, trade centers (Fig. 1);
- - warehouses and logistic companies;
- - bridge construction and repair, including underwater sections;
- - gas- and oil pipelines;
- - working surfaces of rapidly wearing parts of equipment and machines, ladles, bulldozers, etc (Fig. 2).
Complex of means machanization welding processes
Application of means mechanization welding processes allows to raise productivity and quality of welding in all spatial positions, with application of various ways of protection. Offered welding machine allow to facilitate essentially work of the welder, is easily built in industrial technological lines. Welding current - no more than 360 A, electrode ø2-3 mm.
Welding automatic machineA-1698 (Fig.1) is intended for automatic electroarc welding angular seams by cathetus 4-8 mm in the bottom position in the environment of carbonic gas, with flux, with a speed 15-40 km/h and speed of submission wire 260-630 km/h. The automatic machine also is used for semi-automatic welding in the environment of carbonic gas.

Machine for welding taps of electric motors armature winding
 Machine for welding taps of armature windings to commutator bars of drive electric motors instead of brazing – provides a considerable cost effect (in production and repair) due to saving of expensive braze alloys, thus essentially extending the electric motor service life. Welding of taps of armature windings is performed by a nonconsumable electrode in a shielding gas atmosphere, mostly of helium or mixtures on its basis (TIG welding).
Machine for welding taps of armature windings to commutator bars of drive electric motors instead of brazing – provides a considerable cost effect (in production and repair) due to saving of expensive braze alloys, thus essentially extending the electric motor service life. Welding of taps of armature windings is performed by a nonconsumable electrode in a shielding gas atmosphere, mostly of helium or mixtures on its basis (TIG welding).
Technologies of hardfacing the wear surfaces by flux-cored strip and wire

Technologies of improvement of the reliability and fatigue life of equipment by the method of hardfacing the wear surfaces by flux-cored strip and wire alloys are designed for protection of metal structure surfaces under the conditions of abrasive wear in reactive media, exposure to increased temperature, contact-shock loading, hydroabrasive, cavitation and gas-abrasive wear. Flux-cored welding consumables guarantee an unprecedented corrosion resistance of the treated surface, considerable increase of their wear resistance, extension of facilities service life, considerable saving of labour resources and circulating assets in repair-reconditioning operations and service, as well as high labour efficiency at welding process automation.
Modern automated control systems

Modern automated control systems- are designed for welding equipment control. High level of control systems is achieved due to application of ingenious engineering solutions and advanced electronic components (programmable logic controllers, variable-frequency drives, sensor terminals, sensors and controls) from leading world manufacturers (Omron, Siemens, etc.). Technological process monitoring and control of equipment operation are performed by systems of visualization and parameter recording.